
- Resources Library
- Listeria Management for Ready-to-eat Meat Products PrimeSafe Technical Guideline
Listeria Management for Ready-to-eat Meat Products PrimeSafe Technical Guideline
Learn how to manage Listeria effectively when processing ready to eat meat products.
Summary
- This is a guideline only. Be sure to understand the standards referred to by this guideline.
- You must have a licence and a Listeria management plan to process and package ready-to-eat (RTE) meat and poultry products.
- Use this guideline to understand how to manage listeria and what to cover in your Listeria management plan.
Requirements to manage listeria
- All businesses processing and packaging ready to eat (RTE) meat products must be licensed by PrimeSafe and have a Listeria Management Plan as part of the food safety program.
- Raw meat products must be segregated from RTE products.
- RTE products that are cooked must have a core temperature of at least 65°C for 10 minutes. All process data must be recorded and stored for future reference, and any alternative heating processes must be validated and approved by PrimeSafe.
- All meat products must be cooled in accordance with the Australian Standard for the Hygienic Production and Transportation of Meat and Meat Products for Human Consumption (AS 4696:2007). During cooling of RTE products, any risk of contamination must be minimised. Alternative cooling processes must be verified and approved by PrimeSafe.
- A minimum of five environmental sites must be sampled for Listeria monthly and any RTE product must be tested quarterly (minimum) to verify procedures.
- When first commencing RTE operations, Listeria monocytogenes must be tested fortnightly for the first three months and any new RTE products must be validated for Listeria monocytogenes. If no positive results are found, then a quarterly testing plan can be used.
- If there is an interruption to processing, then a representative batch must be processed quarterly and tested.
- A minimum of five independent final product samples must be tested in an unopened, undamaged form and as they would be sold.
- Samples must be tested using approved methodology by a National Association of Testing Authorities (NATA) certified laboratory. Any alternatives must be validated.
- If swabs or RTE product test positive for Listeria monocytogenes, PrimeSafe should be notified within 24 hours. When it is found in the product, it must be isolated and placed on hold. Any product that has left the premises must be recalled. A clearance program of test and hold must be undertaken until acceptable results are obtained for three consecutive batches. A batch is considered as up to 24 hours of continuous production or a lesser period between cleaning and sanitation procedures.
- Microbiological limits for RTE products that support the growth of listeria must not be detected in all five of the 25g samples tested. RTE products that do not support the growth of listeria must meet the requirements of Section 6 of the Australia New Zealand Food Standards Code which is less than 100 cfu/g in all five samples tested. All RTE products that do not support the growth of listeria must be approved by PrimeSafe.
Listeria is a food borne pathogen found frequently in raw foods. It spreads to processed foods through cross contamination, poor hygiene and inadequate processing. The most common foods associated with Listeria include dairy, meat, seafood, fruits and vegetables. Listeria has created significant problems for consumers and the food industry, including serious illnesses, product recalls and short-term plant closures. The growth of Listeria is enhanced in processed “ready to eat” (RTE) products, especially those packed under vacuum or modified atmosphere using nitrogen gas. RTE foods are at risk of being contaminated prior to packaging as they may not always be cooked or reheated prior to consumption.
There are a few different types of Listeria but the most common one associated with food borne illness is Listeria monocytogenes that can cause serious illness or even death in vulnerable people such as the very young, elderly, pregnant or immunocompromised individuals. The related food borne illness “Listeriosis” can display a range of symptoms including fever, chills, convulsions, backache, headache, gastroenteritis, diarrhoea, vomiting and in extreme cases meningitis, septicaemia and spontaneous abortion.
Listeria survival and growth
- Can occur at temperatures as low as 1°C and survives the freeze-thaw process.
- Is unlikely to grow below pH 4.6, with ideal growth conditions in the pH range 5.0 – 9.0.
- Continues in dry conditions with low water activity of 0.90 (e.g. dry soil, straw, faeces and hides of animals).
- Can occur in salt solutions of up to 10% (e.g. pre-prepared brine solutions).
- Is possible without oxygen and can be found in vacuum packed and modified atmosphere products.
- Is destroyed by cooking or heating to a core temperature of at least 65°C for ten minutes.
All businesses processing and packaging RTE meat and poultry products must be licensed by PrimeSafe and have a Listeria Management Plan in place as part of the Food Safety Program. The Plan must ensure that raw products are segregated at all times from cooked RTE products. Listeria as a food safety hazard can be managed collectively using two key indicators:
- Environmental Monitoring.
- Product Testing.
The Listeria Management Plan must include the following:
- Identification of the trained personnel who will be responsible for the Plan (e.g. QA Manager).
- Schedule and records for training of samplers and key production personnel.
- A sampling plan showing each area where environmental and product samples are collected (see example below).
- Procedures for collecting environmental and product samples.
- Testing arrangements – NATA certified laboratory or in-house testing.
- Record keeping of all test results.
- The response taken when Listeria is found.
- A review of the plan annually as part of internal audits, or when there is a change in manufacturing processes.
Sampling sites across the processing environment must be selected based on a risk assessment. All possible contamination sites should be included and be specific to the processing operations of the business. For areas where RTE products are manufactured, swabbing should be conducted at a minimum of five times a month before and during processing operations. Testing must be done using approved methodology and by NATA registered laboratories. Any in-house testing must be done using methodology approved by independent bodies such as the Association of Official Analytical Chemists (AOAC). If test kits are used, then verification (proficiency testing) must occur annually to validate the kit methodology compared to a laboratory-based methodology. For ease of testing, sampling sites can be divided into two zones.
| Description | Examples of sampling sites within processing areas |
| Zone 1 – Food Contact | Slicers, dicers, hoppers, conveyors, spiral freezers in direct contact with cooked product, tables, benches, utensils, open bearings on machines, brine tanks. |
| Zone 2 – Non Food Contact | Floors, walls, ceiling, drain outlets, condensate in chillers and freezers, conveyors, air vents, chiller doors, switches, floor joints and crevices, pooling water. |
Swabbing must be done using sterile implements such as cotton buds, sponges or gauzes. Use a dry swab for a moist surface area. Use a swab moistened with sterile peptone water for a dry surface area. The swab must be taken following a zig zag pattern, close together covering at least 50cm² as shown below. If using a cotton bud, it should be rotated to cover the whole swab. Swabs must be hygienically stored at temperatures below 5°C and tested within 24 hours of sampling.
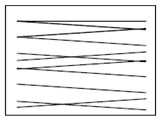
Correct swabbing technique
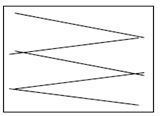
Incorrect swabbing technique
Given the severe risk of foodborne disease, all businesses that produce or pack RTE meat products either under vacuum or modified atmosphere must test products quarterly to verify the procedures and the hygiene status of the establishment even if production is only for a short period each year. RTE meat products that are cooked after packing (e.g. in-pack pasteurisation at a core temperature of 65°C for 10 minutes) is not required to be tested for Listeria. There may be other testing requirements for other pathogens that will depend on the product type and the cooking technique.
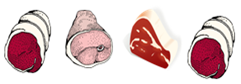
A minimum of five independent samples of each product/process type (whole, portioned or sliced) must be taken from each batch irrespective of species. Samples must be taken as unopened, undamaged packs and as they would be presented for sale. Samples must be kept and transported below 5°C and tested within 48 hours of sampling. The removal of 25g product portions must be done at the laboratory.
Figure 1: Five independent unopened samples to be provided for testing.
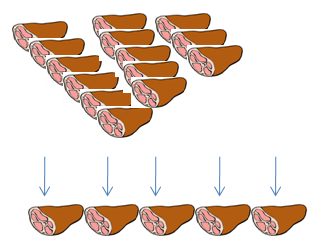
Figure 2: Five samples to be provided for testing after slicing, dicing or packaging.
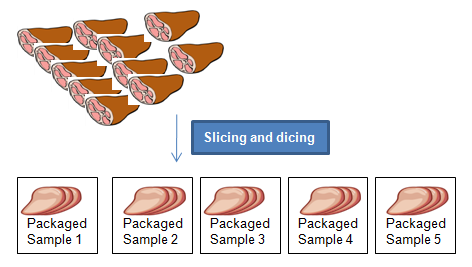
Figure 3: Five samples taken, at least one for each product type samples for (largest cuts sampled with core temperature of 65°C for 10 minutes).

Figure 4: Insufficient number of tests, more samples required.
Approximate Timelines for Listeria Monocytogenes Testing of RTE Meat Products
| Timeline | Business Responsibility | Testing Laboratory Responsibility |
| Step 1 | Submit five chilled packaged, unopened samples as it would be sold. | Ensure received packaged samples are chilled unopened. Test all five samples submitted. |
| Step 2 | Trained person(s) receiving the information review procedure and require other staff to ensure GMP and hygiene related procedures are repeated. | Laboratory suspects Listeria species from presumptive positive. Inform the business. |
| Step 3 | Review the result and decide what actions to take. Product must be placed on hold and improve GMP practices. PrimeSafe must be informed. | Laboratory confirms that Listeria species is present but not necessarily L. monocytogenes. Inform the business. |
| Step 4 | Withdrawal of product, undertake corrective actions as advised by Department of Health and PrimeSafe. | Confirmed L. monoctyogenes. Advise the Department of Health and the business. |
For further information
Cox B and Bauler M (2008), Cook Chill for Foodservice and Manufacturing: Guidelines for Safe Production, Storage and Distribution; AIFST.
Food Microbiology Group, AIFST Inc. NSW Branch (2003), Sixth Edition.
Food Standards Australia New Zealand, Australia New Zealand Food Standards Code
Disclaimer
This information is a guide only and must not be used in place of the current Standard. PrimeSafe does not guarantee its accuracy, reliability, currency or completeness, therefore it cannot be used to substitute for legal or professional advice. PrimeSafe accepts no legal liability arising from reliance on any part of this document.